
 資料結構
資料結構 網路
網路 關係型資料庫管理系統
關係型資料庫管理系統 作業系統
作業系統 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C語言程式設計
C語言程式設計 C++
C++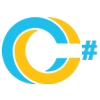 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP埋弧焊:工藝、優點、侷限性和應用
什麼是埋弧焊?
埋弧焊 (SAW) 是一種焊接工藝,它涉及在連續送絲電極和待焊接工件之間形成電弧。埋弧焊工藝由林德聯合碳化物公司開發。
SAW 需要連續送入可消耗的實心或藥芯焊絲。在埋弧焊的情況下,熔化的焊縫和電弧透過浸沒在由石灰、二氧化矽、氧化錳、氟化鈣和其他化合物組成的顆粒狀熔化焊劑層下而免受大氣汙染。
下圖顯示了埋弧焊的簡化示意圖。
熔融狀態下的焊劑具有導電性,併為電極和工件之間的電流流動提供路徑。此外,焊劑層完全覆蓋熔化的金屬,從而防止飛濺和火花。此層還可以抑制強烈的紫外線輻射和煙霧。
埋弧焊可以以手動模式、自動模式或半自動模式(手持焊槍)執行。通常,SAW 限於水平焊接位置,但是,透過特殊的裝置來支撐焊劑,可以進行水平坡口位置的焊接。在 SAW 的情況下,沉積速度約為 45 kg/h。埋弧焊的焊接電流在 300 A 到 2000 A 之間變化。
使用 SAW,焊接工藝存在單電極或多電極焊絲的變體。在此焊接過程中,通常使用恆壓焊接電源(交流或直流),儘管也可以使用恆流電源與電壓感應送絲機組合使用。
埋弧焊的優點
埋弧焊的一些主要優點如下所示:
在 SAW 的情況下,材料的沉積速率非常高,約為 45 kg/h。
透過埋弧焊,可以輕鬆地製造出牢固的焊縫,前提是工藝設計和控制良好。
SAW 可實現深焊透。
實際上,埋弧焊工藝不需要邊緣焊透。
SAW 產生的焊接煙塵和電弧光極少。
使用埋弧焊工藝,可以高速焊接薄板鋼,速度高達 5 m/min。
在機械化應用中,SAW 具有較高的操作係數。
埋弧焊工藝適用於室內和室外應用。
在 SAW 的情況下,50% 到 90% 的焊劑可以回收。
埋弧焊工藝的變形要小得多。
埋弧焊產生的焊縫堅固、均勻、韌性好且耐腐蝕。
由於電弧始終被焊劑層覆蓋,因此沒有焊縫飛濺的可能性。
埋弧焊的侷限性
埋弧焊的侷限性如下:
SAW 只能用於焊接鐵基材料,如鋼或不鏽鋼以及一些鎳基合金。
埋弧焊工藝需要相對麻煩的焊劑處理系統。
埋弧焊工藝需要進行層間和焊後焊渣清理。
焊劑和焊渣的殘留物可能存在健康和安全問題。
SAW 僅限於 1F、2F 和 1G 焊接位置。
埋弧焊的應用
埋弧焊工藝用於以下方面:
SAW 適用於碳鋼的焊接,例如在結構和容器建造中。
埋弧焊工藝用於低合金鋼的焊接。
它也用於不鏽鋼和鎳基合金。
SAW 也可用於表面處理應用,例如耐磨層、鋼的耐腐蝕覆蓋層等。

4K+ 閱讀量
