
 資料結構
資料結構 網路
網路 關係資料庫管理系統 (RDBMS)
關係資料庫管理系統 (RDBMS) 作業系統
作業系統 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C語言程式設計
C語言程式設計 C++
C++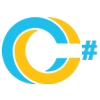 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP電渣焊——定義、工藝、優點及應用
電渣焊 (ESW) 是一種高效的單道焊工藝,其焊接所需的熱量是由透過熔渣覆蓋的焊縫表面的熔融焊渣,在可熔電極和工件之間透過電流產生的。
電渣焊工藝主要用於焊接厚度大於25毫米至約300毫米的材料,焊接位置為垂直或接近垂直。
電渣焊工藝
在電渣焊中,電弧最初由送入所需焊縫位置的焊絲引燃,然後加入焊劑。繼續新增焊劑,直到熔融焊渣到達電極頂端,使電弧熄滅。然後,焊絲透過可熔導向管連續送入金屬工件表面,並利用熔融焊渣的電阻來熔化填充金屬,從而實現熔合。
然後,焊絲和導向管沿工件向上移動,同時使用在開始之前就已安裝就位的銅製保持鞋來保持被焊接的板材之間的焊縫。
焊渣溫度達到約1900°C。此高溫足以熔化可熔電極和工件邊緣。因此,金屬液滴落入熔池並連線工件。
電渣焊工藝使用40至50伏的直流電壓,焊接電流約為600安培。但是,較厚的材料需要更高的電流。
電渣焊的優點
電渣焊的主要優點如下所示。
電渣焊不需要特殊的接頭準備。
在電渣焊工藝中,焊接一次完成。因此,它是一種經濟有效的工藝。
電渣焊的焊劑消耗量較低。
它具有很高的沉積速度,高達20公斤/小時。
由於焊區受熱均勻,應力分佈和殘餘應力降至最低。
電渣焊工藝每公斤沉積金屬所需的電能較少。
電渣焊的應用
電渣焊的一些應用如下所示:
電渣焊主要用於連線厚度很大的低碳鋼板和型材。
如果採取一定的預防措施,電渣焊也可以用於結構鋼。

更新於:2022年4月4日
瀏覽量:1000+

廣告