
 資料結構
資料結構 網路
網路 關係型資料庫管理系統 (RDBMS)
關係型資料庫管理系統 (RDBMS) 作業系統
作業系統 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C 程式設計
C 程式設計 C++
C++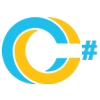 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP等離子弧焊:工作原理、優點、缺點和應用
什麼是等離子弧焊?
等離子弧焊 (PAW) 是一種焊接工藝,其中電弧形成在電極和工件之間。等離子弧焊中使用的電極通常是由燒結鎢製成的,但也不總是如此。等離子弧焊工藝是由Robert Merrell Gage於 1957 年發現的。
透過將電極放置在焊接炬體內部,可以使等離子弧與遮蔽氣體包絡分離。然後,等離子體被強制透過一個細孔銅噴嘴,該噴嘴會限制電弧,並且等離子體以高速從噴嘴孔口排出,溫度接近 2000 °C。
等離子弧焊使用不可消耗的鎢電極,並且電弧透過細孔銅噴嘴被限制。大多數商業金屬和合金都可以透過等離子弧焊進行焊接。
透過改變焊接電流、等離子氣體流量和噴嘴孔口的直徑,可以在等離子弧焊過程中進行多種變化,例如 -
微等離子體(當焊接電流小於 15 A 時)
熔化模式(對於焊接電流 15 到 400 A)
孔洞模式(對於焊接電流大於 100 A)
等離子弧焊的工作原理
等離子弧焊是一種焊接工藝,其中透過在鎢合金電極和工件之間建立的裝置產生的溫度來產生熔合。
在等離子弧焊的情況下,使用三種類型的燃氣供應,即 -
等離子氣體 - 等離子氣體供應穿過噴嘴並被電離。
遮蔽氣體 - 遮蔽氣體供應穿過外部噴嘴並保護焊縫免受大氣汙染。
背吹氣體 - 背吹氣體主要用於焊接某些特定材料時。
等離子弧焊中使用的裝置
等離子弧焊的示意圖如圖所示。等離子弧焊中使用的裝置如下 -
電源 - 等離子弧焊中使用的電源是電壓值範圍為 30 V 至 250 V 的直流電源。
高頻發生器和限流電阻用於電弧點火。
焊接炬具有電極以及水冷裝置,以防止噴嘴和電極在焊接過程中因產生的極端熱量而熔化,從而延長其使用壽命。
等離子弧焊的優點
等離子弧焊的主要優點如下 -
與其他電弧焊接工藝相比,等離子弧焊具有更高的能量集中度。
使用等離子弧焊,可以實現深而窄的焊縫,最大深度為 12 至 18 毫米,具體取決於材料。
等離子弧焊具有更高的電弧穩定性,允許更長的電弧長度和對電弧長度變化的更大容忍度。
等離子弧焊消耗的功率也較低。
等離子弧焊焊接速度快。
等離子弧焊的缺點
等離子弧焊的缺點如下 -
等離子弧焊過程噪音很大。
它需要熟練的焊工。
等離子弧焊需要更換噴嘴。
等離子弧焊使用的裝置價格昂貴且複雜。
它產生更多的輻射。
使用等離子弧焊,焊接程式往往更加複雜,並且對裝配間隙的變化等容忍度較低。
等離子弧焊的應用
等離子弧焊的一些應用如下 -
等離子弧焊工藝主要用於工具、模具和模具等。
等離子弧焊用於航空航天、海洋工業等各個行業。
等離子弧焊也用於焊接不鏽鋼管和管道。
它用於焊接渦輪葉片。
等離子弧焊也適用於電子行業。

5K+ 次瀏覽
