
 資料結構
資料結構 網路
網路 RDBMS
RDBMS 作業系統
作業系統 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C 語言程式設計
C 語言程式設計 C++
C++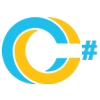 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP金屬電弧焊:工作原理及電極型別
在電焊中,如果在工件和填充金屬電極之間建立電弧,則稱為金屬電弧焊或簡稱為金屬電弧焊。
該圖顯示了金屬電弧焊的簡化電路圖。

在金屬電弧焊中,電弧的強熱在被焊金屬中形成熔池,同時熔化電極的尖端。當電弧保持時,電極尖端的填充金屬穿過電弧轉移,並與熔化的母材融合。
這種焊接方法中的電弧可以透過直流電或交流電產生。在沒有正常電力供應的地方,柴油發電機用於焊接。直流電源可以透過變壓器和整流器裝置從電網獲得。
雖然變壓器廣泛用於交流電弧焊,因為它價格低廉且簡單,並且由於沒有運動部件而無需維護。在交流系統中,使用塗層電極,而在直流系統中,可以使用裸電極。
在金屬電弧焊中,要引弧,需要60至80伏的開路電壓,而保持短弧則需要15至25伏。根據要焊接的工作等級,金屬電弧焊所需的電流從10至500安培不等。
在直流系統中,金屬電弧焊的主要缺點是存在電弧吹偏,即由於不均勻磁場的磁力導致電弧流從預期路徑發生扭曲。然而,在交流系統中,電弧吹偏問題大大減少。
金屬電弧焊電極
用於金屬電弧焊的電極有三種類型,即 -
裸電極
浸塗或輕塗層電極
重塗層電極
裸電極
裸電極上沒有焊劑塗層。如今不再使用裸電極,因為發現用裸電極焊接的焊縫在延展性、抗衝擊性和抗疲勞性方面都相當差。用裸電極焊接的焊縫外觀也不好。裸電極效能差是由於焊接過程中焊縫金屬中重要元素的蒸發,以及由於焊縫金屬受到大氣汙染而產生的氧化物和氮化物的存在。
裸電極主要用於較低的焊接電壓。對於裸電極,焊接電流範圍為150至300 A,具體取決於所用電極的尺寸。但是,使用裸電極時,引弧較為困難。
浸塗或輕塗層電極
浸塗或輕塗層電極被認為是裸電極的改進版本。對於浸塗電極,電極輕微覆蓋有焊劑材料。浸塗電極可以更好地防止焊縫氧化。與裸電極相比,這些電極需要更高的焊接電壓和更低的焊接電流。
重塗層電極
在重塗層電極中,電極被大量覆蓋有焊劑材料。焊劑是一種具有相當厚度和堅固性的材料,旨在為電極提供保護。對於重塗層電極,芯線上塗覆的焊劑由特殊的元素組成,這些元素可以保護電弧和焊縫金屬。焊縫的外觀和物理效能也得到了相當大的改善。
金屬電弧焊的應用
金屬電弧焊的應用領域包括 -
碳鋼焊接。
高合金奧氏體不鏽鋼焊接。
採取許多預防措施後,這種焊接工藝也可用於低碳鋼和中碳鋼。

5K+ 瀏覽量
