
 資料結構
資料結構 網路
網路 關係型資料庫管理系統
關係型資料庫管理系統 作業系統
作業系統 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C 語言程式設計
C 語言程式設計 C++
C++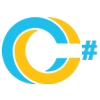 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP焊接位置有哪些?
什麼是焊接位置?
焊接位置是指能夠讓焊接工在金屬發現的位置或特定部件將要使用的位置上連線金屬的技術。
根據美國焊接協會,弧焊有以下四種焊接位置:
平焊位置
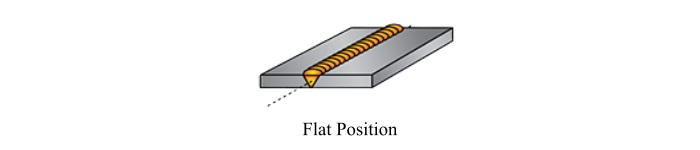
橫焊位置
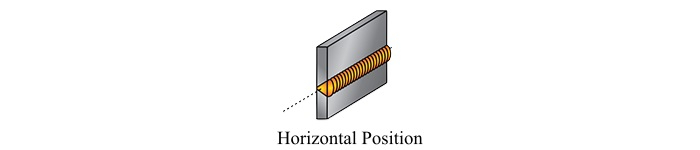
立焊位置
仰焊位置
平焊位置
平焊位置也稱為下焊位置。在平焊位置中,待焊接的金屬被放置平放,焊接工在上面透過電弧進行焊接。
平焊位置的重要要點如下:
平焊位置是最簡單、最經濟、最常用的遮蔽弧焊方法。
平焊位置可以提供最強的焊接接頭。
焊縫非常光滑,沒有焊渣斑點。
平焊位置最適用於黑色金屬和有色金屬的焊接,尤其是鑄鐵。
橫焊位置
橫焊位置是第二受歡迎的焊接位置。這種位置被認為是一種異位焊接。橫焊位置更具挑戰性,需要更高的技能水平。
橫焊位置的重要要點如下:
焊縫軸線是水平的。
橫焊位置還需要較短的電弧長度,因為這有助於防止金屬熔池下垂。
橫焊位置焊接的主要錯誤是焊縫底面凹陷和焊縫重疊。
立焊位置
在立焊位置焊接中,焊縫和焊件都將垂直放置。在立焊位置中,焊接工可以向下或向上焊接焊道。
立焊位置焊接的要點如下:
向上焊適用於厚金屬,因為它可以產生更強的焊縫。
向下焊最常用於薄金屬,因為它比向上焊更快。
立焊位置相關的主要問題是熔化的金屬向下流動並堆積。
仰焊位置
仰焊位置焊接是最難操作的焊接位置。在這種位置中,焊接是在焊接工上方兩塊金屬上進行的,焊接工需要調整自己的姿勢和裝置才能到達接頭。

仰焊位置焊接的重要要點如下:
在仰焊位置,焊接工必須非常小心,否則可能會被掉落的金屬灼傷。
仰焊位置焊接是最危險的。
仰焊位置焊接的主要問題是金屬從焊件上垂下。當金屬下垂時,會形成一個凸起。可以透過保持較小的熔池來避免此問題。

更新於: 2022年2月23日
2K+ 閱讀量

廣告