
 資料結構
資料結構 網路
網路 關係型資料庫管理系統
關係型資料庫管理系統 作業系統
作業系統 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C 程式設計
C 程式設計 C++
C++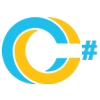 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP高頻渦流加熱:工作原理、優點、缺點及應用
渦流加熱
當工件的加熱是由工件中感應的渦流引起的,則稱為**渦流加熱**。
為了透過渦流加熱過程加熱工件,將工件放置在載流線圈內。電流是高頻交流電。因此,這種方法也稱為高頻渦流加熱。線圈產生的交變磁場在待加熱的工件中建立渦流。因此,工件被加熱。用於產生磁場的線圈稱為加熱線圈或工作線圈。
在這種電加熱方法中,渦流損耗是產生熱量的主要原因。雖然,當待加熱的工件由磁性材料製成時,磁滯損耗也在一定程度上有所貢獻。該圖顯示了高頻渦流加熱的簡化示意圖。
由於渦流引起的功率損耗(即渦流損耗)由下式給出:
$$\mathrm{\mathit{P_{e}}\propto \mathit{B}^{\mathrm{2}}\mathit{f}^{\mathrm{2}}}$$
其中,B是磁通密度,f是電源頻率。
因此,渦流加熱產生的熱量可以透過控制磁通密度(B)和電源頻率(f)來控制。渦流損耗在表面最大,當我們深入到待加熱的工件內部時,損耗會減小。渦流穿透到工件中的深度由下式給出:
$$\mathrm{\mathit{d}\:=\:\frac{1}{2\pi}\sqrt{\frac{\rho \times 10^{\mathrm{9}}}{\mu _{\mathit{r}}\times \mathit{f}}}\:\mathit{cm}}$$
其中,
ρ是熔融金屬的電阻率。
f是電源頻率。
$\mu _{\mathit{r}}$是工件材料的相對磁導率。
$$\mathrm{\because \mathit{d}\propto \frac{1}{\sqrt{\mathit{f}}}}$$
因此,透過改變電源頻率,可以將渦流加熱限制在待加熱工件的任何所需深度。渦流加熱通常使用的電源頻率範圍為 10 kHz 至 40 kHz。
渦流加熱的優點
渦流加熱的優點如下:
使用渦流加熱,溫度控制非常容易。
由於熱量直接在要加熱的物體中產生。因此,熱量浪費非常少。
加熱線圈不需要緊密地貼合在被處理的物體周圍。
可以將熱量滲透到金屬表面的任何所需深度。
渦流加熱方法快速、清潔且方便。
非熟練人員也可以輕鬆操作加熱裝置。
渦流加熱可以在真空中或任何其他特殊氣氛中輕鬆進行。
透過使用合適的定時裝置,可以精確控制渦流加熱方法產生的熱量。
渦流加熱的缺點
高頻渦流加熱的缺點如下:
在渦流加熱的情況下,熱量產生的成本很高。
用於渦流加熱的裝置的初始成本很高。
用於渦流加熱的裝置的效率非常低,約低於 50%。
渦流加熱的應用
渦流加熱的一些應用如下:
渦流加熱用於表面硬化工藝。
渦流加熱是退火的便捷方法。
渦流加熱也用於精確焊接。
它用於油漆乾燥。
渦流加熱也用於焊接工藝。
它用於鍛造螺栓頭和鉚釘頭。
它也用於熔化各種金屬。
用於手術器械的滅菌,使用渦流加熱。

4K+ 次檢視
