
 資料結構
資料結構 網路
網路 關係型資料庫管理系統
關係型資料庫管理系統 作業系統
作業系統 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C語言程式設計
C語言程式設計 C++
C++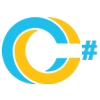 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP手工焊和反手焊的區別
在氣焊或電弧焊的過程中,氣焰或電弧可以朝著焊縫前進的方向移動,也可以朝相反的方向移動。根據火焰或電弧相對於焊縫的移動方向,焊接技術可以分為兩種型別,即:
手工焊
反手焊
手工焊
氣焊或電弧焊技術中,火焰或焊條沿焊縫前進方向移動稱為**手工焊**。它也稱為**推焊**或**前向焊**。在手工焊過程中,焊炬保持在已完成的焊縫上方,填充金屬棒位於焊炬前方,如圖 1 所示。
反手焊
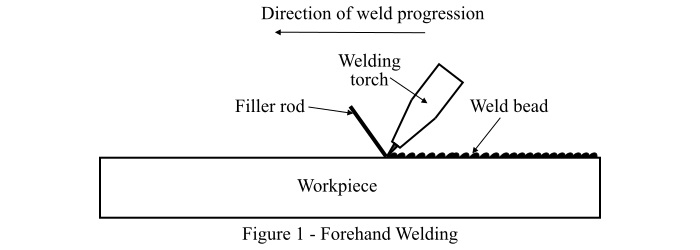
氣焊或電弧焊過程中,火焰或電弧沿與焊縫前進方向相反的方向移動稱為**反手焊**。它也稱為**拉焊**或**反向焊**。在反手焊中,焊炬不位於焊縫上方。在這個焊接過程中,填充棒也位於焊炬後方,如圖 2 所示。
手工焊和反手焊的區別
下表比較了手工焊和反手焊的各種特徵。
| 手工焊 | 反手焊 |
|---|---|
| 在手工焊中,焊條或氣焰沿焊縫前進方向移動。 | 在反手焊中,焊條或氣焰沿與焊縫前進方向相反的方向移動。 |
| 在手工焊中,焊炬位於沉積焊縫正上方。 | 在反手焊中,焊炬不位於焊縫上方,而是位於未填充的根部間隙上方。 |
| 在手工焊技術中,焊炬與焊炬送絲向量形成鈍角(約 135° 至 150°)。 | 在反手焊中,焊炬與焊炬送絲向量形成銳角(通常在 30° 至 45° 之間)。 |
| 在手工焊過程中,工件的預熱會自動進行。 | 在反手焊中,母材不會進行預熱。 |
| 在手工焊中,母材不會進行後熱。 | 在反手焊中,沉積焊縫會進行後熱。 |
| 手工焊會產生更多的飛濺。 | 反手焊技術飛濺形成的趨勢相對較小。 |
| 在手工焊技術中,焊工可以很好地觀察到焊區。 | 反手焊對焊區的可見度較差。 |
| 手工焊主要用於連線厚度不超過 3 毫米的薄金屬板。 | 反手焊適用於連線較厚的金屬板。 |
| 手工焊的填充金屬沉積速率較高。 | 反手焊的填充金屬沉積速率較慢。 |
| 在手工焊中,填充金屬位於焊炬前方。 | 在反手焊中,填充金屬位於焊炬後方。 |

更新時間: 2022-03-17
914 次瀏覽

廣告